Chapter 1
INTRODUCTION
Preliminary remarks
Fiber-reinforced composite materials are an important class of engineering materials that offer outstanding mechanical properties with flexibility in design and ease of fabrication. The advanced composites have the advantages of light weight, corrosion resistance, impact resistance and excellent fatigue strength. Today fiber composites are widely used in diverse applications such as automobiles, aircraft, containers and piping, sporting goods, electronics and appliances. These composites are fabricated using various reinforcing materials like glass fiber, carbon fibers, graphite, Kevlar fibers, etc. These fibers are non-biodegradable and offer environmental problems in disposing the scrap. The present trend of development of any technology should comply with the sustainable development and preserve the biodiversity. In view of this global concern, natural fiber reinforced composites are being envisaged that offer least problems to the environment and at the same time offer new and better materials to the society.
The materials and products developed using natural fibers will not only have enhanced properties compared to the conventional thermoplastics or complete wood based products but also will be cost effective. The use of green composite materials is predicted to have tremendous market potential because of the increasing awareness of environmental issues such as biodegradation, renewable resources, and CO2 emission reduction through promotion of plantations. The researchers are exploring the application of various natural fibers like sisal, jute, kenaf, palmyra, etc., with matrix materials, epoxy resin.
1.2 Aim and Scope of the Work
In the present work is aimed to prepare the laminates using the fibers of Sisal and Borassus flabellifier fibers of different lengths and polyester resin. Telugu vernacular name: toddy palm fiber and General purpose ortho resin. Mechanical properties like tensile, flexural strengths are evaluated as per ASTM standards.
1.3 Objectives and Justification of the Project
` The objective of the present proposal is to develop biodegradable composite products using natural fibers from Sisal fiber, borasuss flabellifier that belongs to the MALVACEAE family and its Telugu vernacular name is adavibenda and taddy.
The aim of this Project is to project the potential of natural fiber composites and promote their production on commercial basis.
It is aimed to encourage more plantations that yield fibers and to provide employment in the agriculture and handloom weaving sectors and develop cottage industries in the rural areas.
The entire activity is aimed to develop new materials for enhanced performance and for the sustainability of the environment for the generations to come.
The Sisal trees and borasuss flabellifier are abundantly found in the forest areas of A.P. the stem yield strong fibers that are traditionally used by the farmers in domestic and agricultural applications. Observing these features, the Sisal and borasuss flabellifier fibers have been chosen to produce green composite products that can be used for several applications such as panels in construction, casings for various domestic products, packaging applications, sport goods etc.
Layout of the Report
The second chapter gives an over view of existing literature on natural fiber composites. Third chapter gives a brief summary of synthetic fiber composite materials as well as about natural fiber composites. Chapter four illustrates fabrication methods used for producing laminates. Fifth chapter provides the details of preparing the specimens and testing. Conclusions and scope for the future work are presented in the sixth chapter. References are given at the end.
Chapter 2
LITERATURE REVIEW
2.1 Literature on Natural Fiber Composites
The details of the work on natural fiber composites and evaluation of various mechanical properties, carried out by each of the different researchers is presented in the following Tables 1 to 5.
Thi-Thu-loan Doan, Hanna Broadowsky, Edith madder[1] have studied the thermal, hydrothermal and mechanical behavior of laminates made out of jute fiber and poly propylene resin.
Elisazini and Maria Letizia Focareta[2] have studied the thermal properties of laminates made out of flax fiber and bacterial poly resin.
Execute Rooriguez, Roperto Petrucc et.al.[3], have studied the mechanical properties of composites made of jute and flax fibers and Unsaturated polyester & modified acrylic.
V. Alvarez, A. Vazquez and C.Bernal[4] have studied the fracture behavior of Laminates made out of sisal fiber-reinforced starch based composites
Elinton S.demedeiros, Kuruvilla Joseph [5] have studied the Mechanical properties of phenolic composites reinforced with Jute/cotton hybrid fabrics.
2.2 Observations from the Literature
The mechanical properties data for laminates using the pandanous tectorius (hybrid) fiber and unsaturated epoxy resin is found in published literature. The present work is aimed to fulfill the gap.
Chapter 3
THEORETICAL BACKGROUND
3.1 Definition of Composite Material
A composite is a structural material which consists of two or more constituents. These constituents are combined at a macroscopic level and are not soluble in each other. One constituent is called the reinforcing phase and the other is called the matrix. For a material to be composite conditions to be satisfied are: both constituents have to be present in reasonable proportions, composite properties are noticeably different from the properties of the constituents.
Fibers:
A large variety of fibers are available as reinforced for the composite. The desirable characteristics of most reinforcing fibers are high strength, high stiffness and relatively low density. A great majority of materials are strong and stiffer in the fibrous form than as the bulk material. Therefore, fibers are very effective and attractive reinforcement materials. Different reinforcing fibers are glass fibers, carbon and graphite fibers, aramid fibers and natural fibers like jute, sisal, flax, screw pine etc.
Matrix:
The matrix serves to bind the fibers together and transfer loads to the fibers and protects them against environmental attack and damage due to handling. Matrix has strong influence on the mechanical properties as well as on the selection of fabrication process. Polyester and epoxy resins are the most common polymeric matrix materials used with high performance reinforcing fibers.
3.2 Classification of Composites
The composites materials are classified based on the type of matrix material and the type of reinforcement used.
Based on type of matrix material
Polymer matrix composites (PMC): The most common advanced composites are PMC. These composites consists of a polymer (e.g., epoxy, polyester, urethane) reinforced by thin diameter fibers (e.g., graphite, aramids, boron). The advantages are: low cost, high strength, and simple manufacturing principles and the drawbacks are: Low operating temperature, high coefficients of thermal and moisture expansion and low elastic properties.
Metal matrix composites (MMC): The matrix materials are: Aluminum, Magnesium, Titanium and the fibers are: Carbon, Silicon carbide. Metals are mainly reinforced to increase elastic stiffness and strength, decrease large coefficient of thermal expansion and electrical conductivities. The disadvantages are: higher processing temperatures and densities.
Ceramic matrix composites (CMC): The matrix materials are: Alumina (Al2O3), Calcium aluminosilicate and the fibers are: Carbon, Silicon carbide (SIC). The advantages are: high strength, hardness and high service temperate.
3.2.2. Based on Type of Reinforcement
Particle reinforced composites: These composites consist of particles immersed in matrices such as alloy and ceramics as shown in Fig. 3.1 . The shape of reinforcing particles may be spherical, cubic or any regular or irregular geometry. They are usually Isotropic, since particles are added randomly. These composites have improved strength, increased operating temperature and oxidation resistance.


Fig 3.1 Particle reinforced composites
Fiber reinforced composites: These composites consist of matrices reinforced by short (discontinuous) or long (continuous) fibers as shown in Fig. Generally these are anisotropic.


Fig 3.2 Fiber reinforced composites
3.3 Advantages and Disadvantages of Synthetic Fiber Composites
The advantages are:
Composites are having high strength to weight and stiffness to weight ratios.
Composites can also have other attractive properties, such as fatigue and impact
Resistance, corrosion resistance, high thermal or electrical conductivity, and a
low coefficient of thermal expansion etc.
We can lower the overall mass of material without losing its strength and stiffness.
Another key factor for using the composites is metals and alloys can’t always
Meet the required demands.
Even if we increase the strength by alloying, but they can’t withstand at higher temperatures as compared to composites because of their high coefficient of thermal expansion.
The disadvantages are:
Difficult to recycle.
High production cost.
Environmentally not safe.
The life cycle diagram of glass fiber reinforced composites is shown in Fig. 3.3.
Figure 3.3 Life Cycle Diagram of Glass Fiber Reinforced Plastics
3.4 Natural Fiber Composites
With the increased knowledge about the nature and its resources, the humans have developed more and more skills in its exploitation. They started creating faster machines, bigger toys, without due consideration to the effects on the environment or on the people. Some worried scientists and engineers have realized that they need to take responsibility for the outcome of their work. Their concern for the future generations has led to the concepts and terms such as: green, eco, sustainable and environmentally friendly etc. This article reiterates the historical applications and the present day need for their renewed usage for sustainable development, the development that meets the needs of the present without compromising the ability of the future generations to meet their own needs. The life cycle diagram of natural fibre reinforced composites is shown in Fig. 3.4.
Figure 3.4 Life Cycle Diagram of Natural Fiber Reinforced Plastics
3.5 Classification of Natural Fibers
Natural fibers include those made from plant, animal and mineral sources. Natural fibers can be classified according to their origin as shown in Fig.3.5

Fig 3.5 Classification of natural fibers
Vegetable fibers: Vegetable fibers are generally comprised mainly of cellulose: examples include cotton, linen, jute, flax, ramie, sisal, and hemp. Cellulose fibers serve in the Manufacture of paper and cloth. This fiber can be further categorized into the following
Seed fiber: Fibers collected from seeds or seed cases. e.g. cotton and kapok
Leaf fiber: Fibers collected from leaves. e.g. Sisal and agave.
Bast fiber or skin fiber: Fibers are collected from the skin or bast surrounding the stem of their respective plant. These fibers have higher tensile strength than other fibers. Therefore, these fibers are used for durable yarn, fabric, packaging, and paper. Some examples are jute, kenaf, industrial hemp, ramie, rattan, soybean fiber, and even vine fibers and banana fibers.
Fruit fiber: Fibers are collected from the fruit of the plant, e.g. coconut (coir) fiber.
Stalk fiber: Fibers are actually the stalks of the plant.e.g., straws of wheat, rice, barley, and other crops including bamboo and grass. Tree wood is also such a fiber.
The most used natural fibers are cotton, flax, and hemp, although sisal, jute, kenaf, and coconut are also widely used. Hemp fibers are mainly used for ropes and aero foils because of their high suppleness and resistance within an aggressive environment. Hemp fibers are, for example, currently used as a seal within the heating and sanitary industries.
Animal fibers: Animal fibers generally comprise proteins; examples include silk, wool, angora, mohair, and alpaca.
Animal hair (wool or hairs): fiber or wool taken from animals or hairy mammals. e.g. sheep’s wool, goat hair (alpaca, Cashmere), horse hair, etc
Silk fiber: fiber collected from dried saliva of bugs or insects during the preparation of cocoons. Examples include silk from silk worms.
Avian fiber: fibers from birds, e.g. feathers and feather fiber.
Mineral fibers: Mineral fibers are naturally occurring fiber or slightly modified fiber procured from minerals. These can be categorized into the following categories.
Asbestos: The only naturally occurring mineral fiber. Variations are serpentine (chrysotile) and amphiboles (amosite, crocidolite, tremolite, actinolite, and anthophyllite).
Ceramic fibers: glass fibers (glass wool and quartz), aluminum oxide, silicon carbide, and boron carbide.
Metal fibers: aluminum fibers
3.6 Manufacturing Methods
3.6.1 Pultrusion Process
Pultrusion is a continuous molding process that combines fiber reinforcement and thermosetting resins. The pultrusion process is used in the fabrication of composite parts that have a constant cross section profile such as ladder side. Rails, tool handles etc. Reinforcement materials such as roving mat or fabrics positioned in specific location using performing shapers or guides to form the profile. Reinforcements are drawn through a resin bath or wet out where the material is thoroughly coated or impregnated with a liquid thermosetting resin. The resin saturated Reinforcements enter a heated metal pultrusion die. Dimensions and shape of the die will define the finished part being fabricated.
Resin Transfer Molding
Resin transfer molding is commonly referred to as closed-mold process in which reinforcement material is placed between two matching mold surfaces one being male and other being female. the matching mold set is then closed and clamped and a low viscosity thermo set resin is injected under moderate pressure (50-100 psi) into the cavity through a port or series of ports with in a mold. The resin is injected to fill all voids with in the mold set and thus penetrates and wets out all surfaces of the reinforcing materials.
3.6.3 Filament Winding
The filament winding process is used in the fabrication of tabular composite parts. Typical examples are composite pipe, electrical conduit and composite tanks.
Fiber glass roving strands are impregnated with a liquid thermosetting resin and wrapped onto a rotating mandrel in a specific pattern. When the winding operation is completed, the resin is cured or polymerized and a composite material is removed from the mandrel.
3.6.4 Hand Lay-Up
Hand lay up techniques are best used in applications where production volume is low and other forms of productions would be prohibitive because of costs and size requirements.
3.7 Advantages and Applications of Natural Fiber Composites
Advantages of Natural fibers:
These are environmentally superior
Low cost
Less weight
Availability from renewable sources
Low density
Enhanced energy recovery
Can be thermally recycled (posses a good calorific value)
Applications: Applications of natural fiber composites are shown in Figs. 3.6 to 3.10.
Railings
Fencings
window door profiles
computer monitor, mobile phone covers
seat backs
Fig 3.6 Railings Fig 3.7 Floorings




Fig 3.8 Seat backs


Fig 3.9 Electronics Fig 3.10 Aircrafts
Chapter 4
FABRICATION OF LAMINATES
4.1 Extraction of Fibers

Banana fiber is extracted from the pseudo stem Sheath of the plant. The extraction can be done mainly in three ways: Manual, chemical and Mechanical. Of these, mechanical extraction is the best way to obtain fiber of both good quality and quantity in an eco-friendly way. In this process the fiber is extracted by inserting the pseudo stem sheaths one by one into a raspador machine. The raspador machine removes non-fibrous tissues and the coherent material (known as sctcher) from the fiber bundle present in the sheath and gives the fine fiber as output. After extraction, the fiber is shade dried for a day and packed in HDPE bags. Then extraction, then it is stored away from moisture and light to keep it in good condition until it is used.

Borassus flabellifer is a robust tree and can live more than 100 years and reach the height of 30 meters (98 ft), with a canopy of green-bluish leaves with several dozen fronds spreading 3m (9.8 ft) across. The very large trunk resembles that of the coconut tree and is ringed with leaf scars. Young Palmyra palm grow slowly beginning but then grow faster with age.
Borassus flabellifier TREE

Borassus flabellifier TREE


REMOVED LEAF OF THE TREE STEM OF THE PLANT


UNIIFORMLY HAMMERINGTHE STEM AFTER HAMMERING

SEPERATED FIBER


5MM BORASSUS FLABELLIFIETR FIBERS 9MM BORASSUS FLABELLIFIETR FIBERS
11MM BORASSUS FLABELLIFIETR FIBERS

SISAL FIBER TREE


AFTER EXTRACTION
REMOVE BANANA FROM BANANA TREE


SEPARATED FIBER FROM BARK SHORT FIBERS OF SISAL FIBER
Fig 4.5 Weaving Setup
4.3 Preparation of Laminate
4.3.1 Glass Plate Surface Preparation
First Wax polish is applied on the surfaces of the base plates and poly vinyl alcohol (PVA) is applied with a brush and allowed to dry for few minutes to form a thin layer. These two items will help in easy removal of the laminate from the base plates. PVA also provides a glossy finish to the surfaces of the laminate. The unsaturated general purpose ortho resin ECMALON grade 4413 is taken along with 2% each of catalyst-MEKPand accelerator- Cobalt napthalate. The weight of the resin is 10 times the weight of the fiber mat taken for the laminate.The catalyst initiates the polymerization process and the accelerator speeds up this process. Initially the catalyst is added and then the accelerator is added next. The contents are thoroughly stirred and then placed on the base surface and spread uniformly with the brush. The fiber mat is placed over the resin mix and then trolled with the roller to wet the mat uniformly and to remove the air entrapped. Further, quantity of resin is placed over the rolled mat and once again pressing is done by the roller for uniform distribution of the resin over the surface of the mat. It is always preferable to add lesser quantity of accelerator than the specified amount of accelerator to avoid solidification of the contents before they are applied over the surfaces. Then the top base plate that was already applied with the wax and PVA is placed on the laid resin and a weight of about 1000 N is placed over for about 24 hours.


Wax, PAV, Polyster resin, accelerate and Tincher bowl and brush, wax

HAND LAY OUT PROCESS:


5MM SPECIMEN 9MM SPECIMEN

11 MM SPECIEN
ASTMD638 STANDARD TENSILE

TENSILE SETUP

FLEXURAL SETUP
Chapter 5
SPECIMEN PREPARATION AND TESTING
5.1 Preparation of Specimens
Specimens for tensile test, flexure test, impact test and water absorption test as per ASTM standards are prepared. The laminates are of 2mm thick. The dimensional details for each type of specimen are presented in respective diagrams.
5.1.1. Flexural Test Specimen
Specimens for flexural test are cut from laminates as per ASTM D792 standards [6]. The standard dimensions for test specimen are shown in the Fig 5.1.

Fig. 5.1 Flexure Test Specimen
Specimen for 5mm

ASTMD790 FLEXURAL 5MM SPECMEN BEFORE AND AFTER THE FLEXURAL TEST











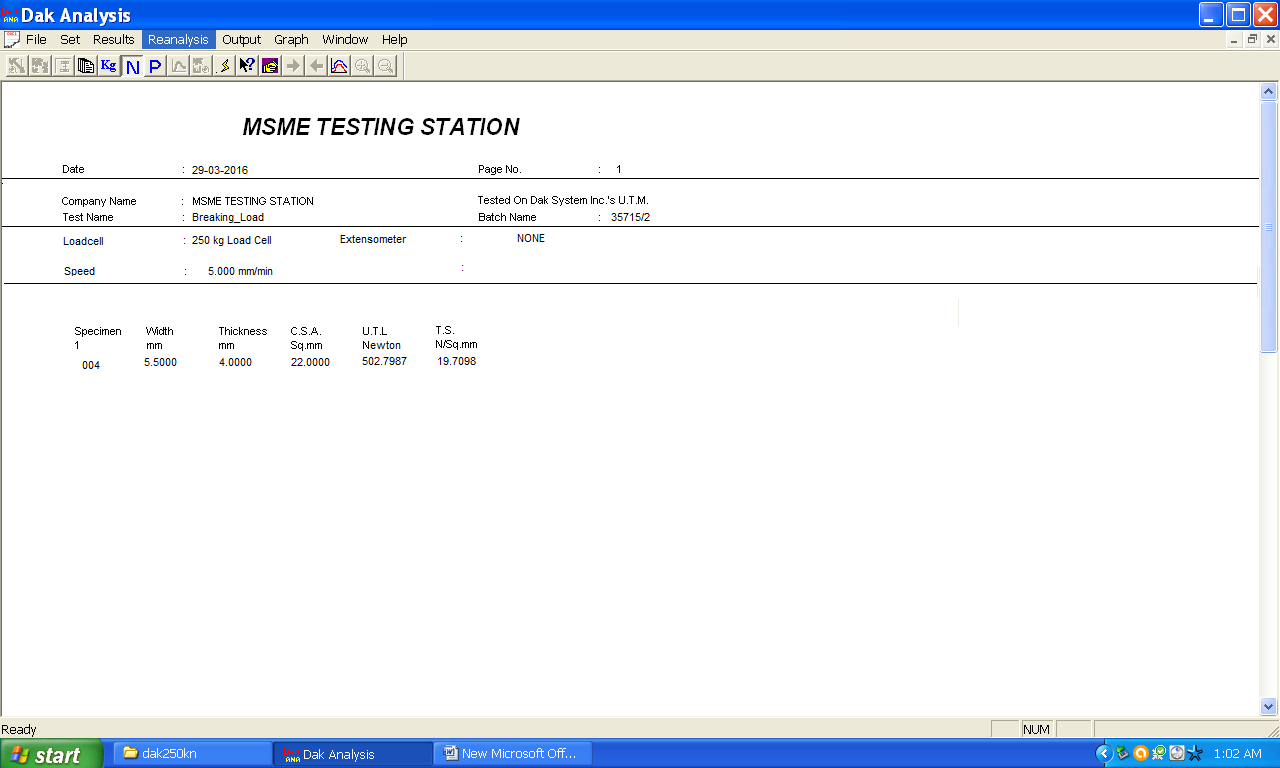
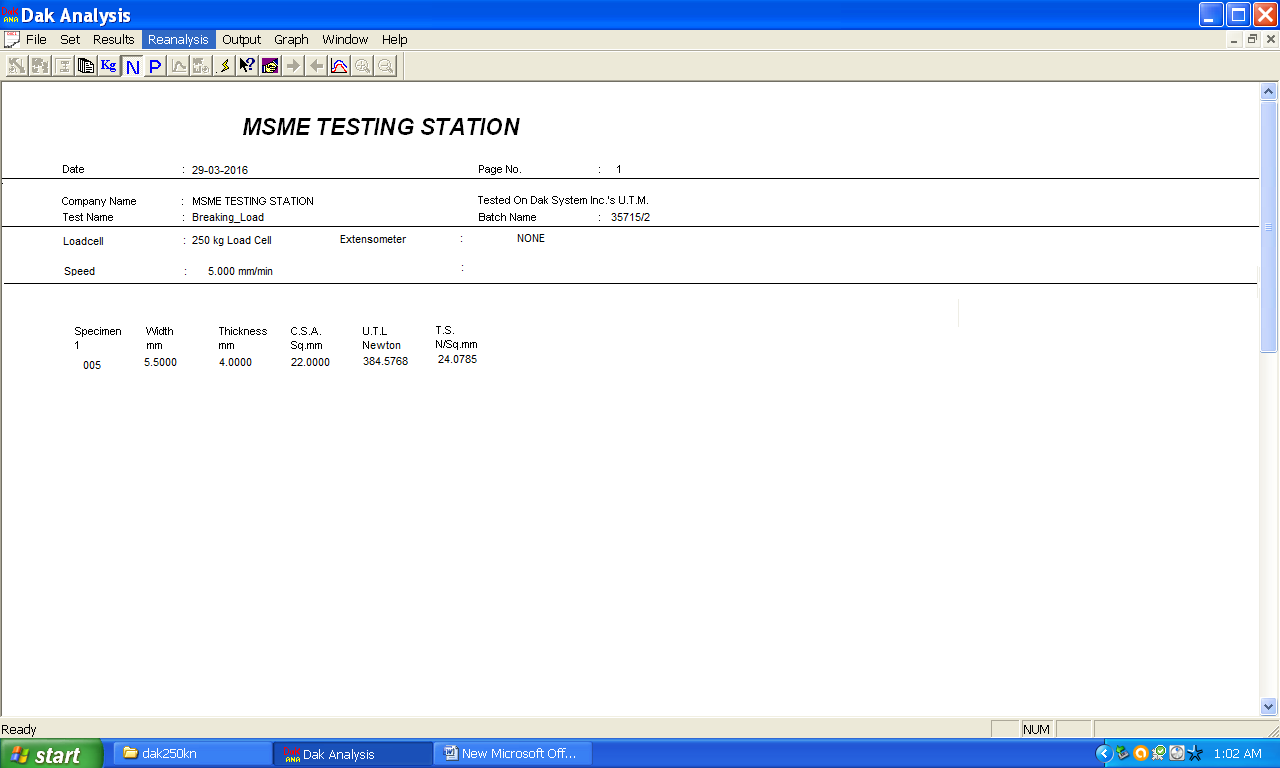
5.1.2. Tensile Test Specimen
Specimens are cut from laminates on a jig saw machine as per ASTM D 638 Standards [7]. The dimensions of the tensile test specimens are shown in the Fig.5.2


ASTMD STANDARD 638 TENSILE SPECIMEN OF 5MM LENTH BEFORE TEST

ASTMD STANDAR 638 SPECIMEN OF 5MM LENTH AFTER TEST
5.1.3 Water Absorption Test Specimen
Specimens for Water absorption test are cut from laminates as per ASTM D 570 standards [9]. The standard dimensions for test specimen are shown in the Fig5.7.


ASTMD STANDARD570 SPECIMEN OF 5MM LENTH BEFORE AND AFTER TEST
Fig 5.7 Water Absorption Test Specimen
For 5mm specimen
Original weight (w) = 0.008
Change in weight (Δw) = 0.012
Percentage of water absorption = (Δw-w) x 100/w
= (0.012-0.008) x 100/0.008
= 50%
For 9mm specimen
Original weight (w) = 0.01
Change in weight (Δw) = 0.016
Percentage of water absorption = (Δw-w) x 100/w
= (0.016-0.01) x 100/0.01
= 60%
For 11mm specimen
Original weight (w) = 0.012
Change in weight (Δw) = 0.021
Percentage of water absorption = (Δw-w) x 100/w
= (0.021-0.012) x 100/0.012
= 75%
5.3 Testing
Tension and flexural tests are conducted on the specimens to compare the strengths between Hardwickia binata and glass fiber composites.
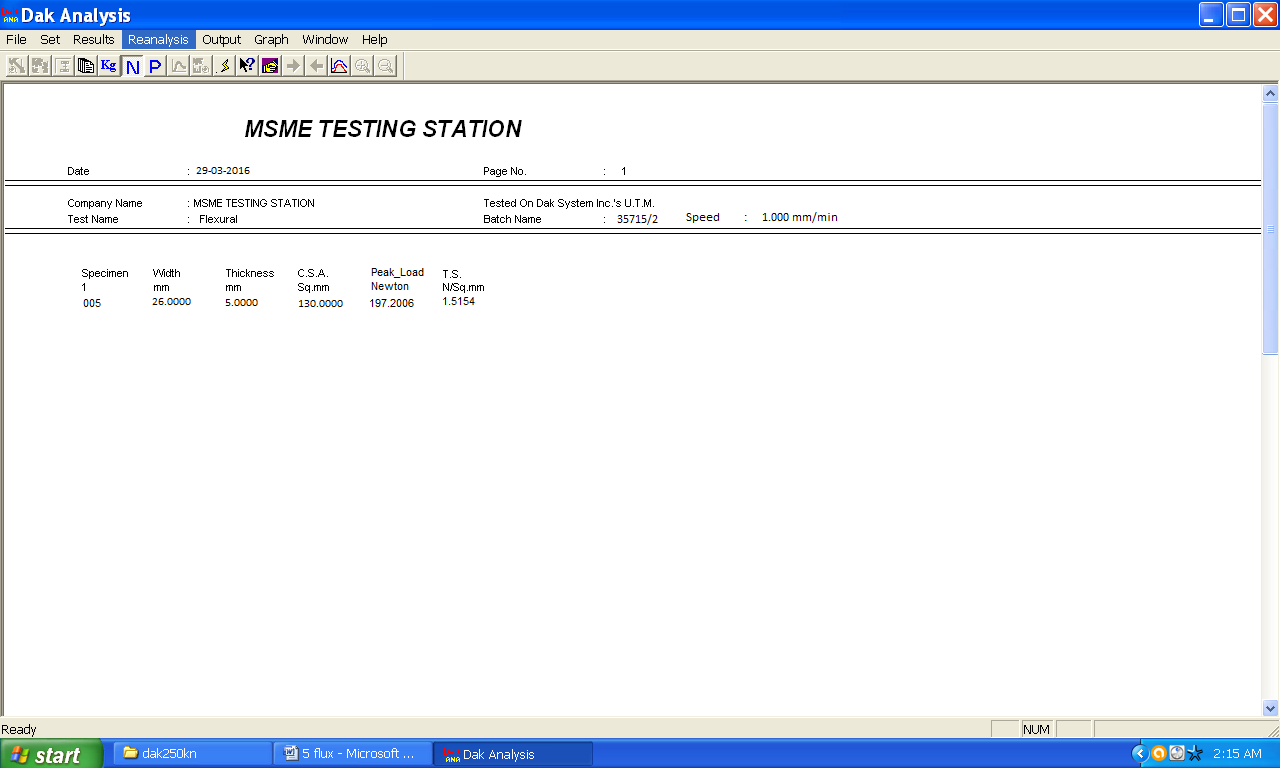
5.3.2 Flexural Test
Flexural strength is the theoretical value of stress on the surface of the specimen at failure. It is calculated from the maximum bending moment by assuming a straight line stress- strain relation up to failure. When a beam of homogeneous, elastic material is tested in flexure as a simple beam supported at two points and loaded at the mid point, the maximum stress in the outer fiber occurs at mid span. This stress may be calculated for any point on the load deflection curve by the following equation
S = (3 PL) / (2bd2)
Where,
S = Stress in the outer fiber at mid span in Kg/in2
P = Load at a given point in Kg
L = Span in inches
b = Width of beam tested in inches
d = Depth of beam tested in inches
The standard deviation can be calculated with the help of following formula
s = Sqrt ( (∑ X2 – nXm2) / (n-1) )
s = Estimated standard deviation
X = value of single observation
n = number of observations
Xm = arithmetic mean of the set of observations










Results and Discussion
Results for Water Absorption Test
It is observed that the specimen has absorbed and the specimen has undergone. Warping and found a slight change in appearance of the specimen. It is also observed the the matrix has not absorbed any water but swelling has taken place only among the fibers through absorption of water from the edges of the specimen.
By increasing the fiber length and the mechanical properties are also increases up to certain limit. The maximum mechanical properties, tensile strength and flexural strength are found as 16.67MPa and 123.50MPa respectively. These mechanical properties are for the fiber length of 11mm and 9mm on further looking the water absorption was decreased by increasing the fiber length.
Chapter 6
CONCLUSIONS AND SCOPE FOR FUTURE WORK
In this investigation, the effect of hybridization of hibiscus lamps fiber on the mechanical properties and the water absorption properties was studied. Conclusion from this study is as fallows
Marginal increase in mechanical properties is due to poor interfacial bonding between the matrix and the fiber.
Interfacial bonding between fiber and matrix will be improved by chemical treatment [16, 17].
Hybridization of natural fiber composite by another natural fiber does not yield superior mechanical properties as hybridization by glass fiber [6,7] and carbon fiber[16] hence this kind of hybrid composite are suitable for low cost applications.
Moisture absorption study of hybrid composite shows the minimum moisture uptake is by 50:50 hybrid composite.
By observing the results, we may suggest that by changing the resins and doing chemical treatment we can improve the results. Hibiscus lampas and Borassus flabellifer fibers plants may be encouraged for plantations.
However, it can be suggested that higher values of the strength parameters can be obtained by taking a randomly oriented hybrid laminate of two or more layers instead of a single lamina with more strands of fibers. Further, it can be suggested to use ECMALON Grade 4414 General purpose resin to achieve superior mechanical properties and water resistance.
REFERENCES
References
Caroline Baillie(Ed), Green Composites, Woodhead Publishing Limited, Cambridge, England, 2004.
Wambua P. Jan Ivens, Ignaas Verpoest, Natural Fibers: cabn they replace glace glass fiber reinforced plastics?, Composites Science and Technolgy, vol. 63, No. 9, 2003, pp.1259-1264.
Akesson D., Mikael Skrifvars, Jukka V.Seppala and Pernilla WalkenstrÖm, Preparation of Natural Fiber Composites from Biobased Thermoset Resins, Proceedings of the 27th Riso International Symposium on Materials Science, Denmark, 2006
Joffe R., L. WallstrÖm and L.A. Berglund, Natural Fiber Composites Based on Flax-Matrix Effects, International Scientific colloquium: Modelling for Saving Resources, Riga, May 17-19, 2001.
Arbelaiz, A., B.Fernández, J.A. Ramos, A. Retegi, R.Llano-Ponte, I. Mondragon, Mechanical Properties of short flax fibre bundle/polypropylene composites: Influence of matrix/fibre modification, fibre content, water uptake and recycling, Composites Science and Technology, vol. 65, 2005, pp.1582-1592.
Khalid M., Salmiton, A. Chuah, T.G. Ratnam, C.T. Choong, S.Y. Thomas, Effect of MAPP and TMPTA and Compatibilizer on the Mechnaical Properties of Cellulose and Oil Palm Fiber Empty Fruit Bunch-Polypropylene Biocomposites, Composite Interfaces, vol.15, Nos.2-3, 2008, pp.251-262.
George J., I. Van De Weyenberg, J. Ivens and I. Verpoest, Mchanical Properties of Flax Fiber Reinforced EpoxyComposites, 2nd International Wood and Natural Fiber Composites Symposium, June 28-29, 1999 in Kassel /Germany.
Karmakar A.C. and J.A. Youngquist, Injection Molding of Polypropylene Reinforced with Short Jute Fibers, Journal of Applied Polymer Science, vol. 62, 1996, pp.1147-1151.
Santos P.A., Marcia A.S.Spinace, Karen K.G.Fermoselli, Marco-A.De Paoli, Polyamide-6/vegetal fiber composite prepared by extrusion and injection molding, Composites:Part A, vol.38, 2007, pp.2404-2411.
Soykeabkaew N., Pitt Supaphol, Ratana Rujiravanit, Preparation and characterization of jute-and flax-reinforced starch-based composite foams, Carbohydrate Polymers, vol. 58, 2004, pp.53-63..
Doan T.T.L., Hanna Brodowsky, Edith Mäder, Jute fiber/polypropylene composites II. Thermal, hydrothermal and dynamic mechanical behaviour, Composites Science and Technology, vol. 67, 2007, pp.2707-2714.
T. Ramu, Development and Characterization of Biodegradable Hardwvikiya Bineta Rexb(Yepi) and Bauchinia Racemosa(Are) Natural fiber Composites, MTech. Dissertation, KITS, Kakatiya Univ. Warangal, 2008.
www.forest.nic.ap.in
Elinton S.de Medeiros, Jose A.M. Agnelli, Kuruvilla Joseph, Laura H. de Carvalho, Luiz H.C. Mattoso, Mechanical Properties of Phenolic Composites Reinforced with Jute/Cotton Hybrid Fabrics, Polymer Composites, vol. 26, No.1, 2005, pp 1 – 11.
Exequel Rodriguez, Roberto Petrucci, Debora Puglia, Jose M. Kenny and Analia Vazquez, Characterization of Composites based on Natural and Glass Fibres obtained by Vacuum Infusion. Journal of Composite Materials, vol. 39, No. 3, 2005, pp.265 – 281.
Sreekalaa MS.Jayamol George, Kumaran MG, Sabu Thomos. The mechanical performance of hybrid phenol-formaldehyde-based composites reinforced with oil palm fibres. Compos Sci Technol 2002;62:339-53.
17.Kasama jurukumjorn, nitinan suppakarn. Effect of glass fiber hybridization on sisal fibres – polypropylene composites. Compos part B 2002;623-7
Comments
Post a Comment
Thank You for giving your response